WHAT IS WELDING?
Welding
is a process of combining materials with other materials using a special
material, such as metal or thermoplastic
This
welding process involves the dilution of any kind of metal to make it a binder
between one structure and another.

1. SMAW
3G
SMAW
(Shielded Metal Arc Welding) welding
is a process which uses a consumable electrode which is covered with a flux.
The welding machine is hooked up to a power source, which creates either
alternating current (AC) or direct current (DC) to form an arc between the
electrode and the metal.
As this arc forms, both the electrode and the metal melt, forming a
molten puddle known as the weld pool. At the same time, the heat from the arc
burns off the flux, which forms a layer of gas to protect the weld from certain
atmospheric gasses which can affect the weld’s quality. This negates the need
for a separate tank of shielding gas – and without it you’d end up with weak,
brittle welds.
As the weld pool cools, it
solidifies to form a joint. This process also forms a layer of slag which has
to be chipped off – which does make it less time efficient than many other
types of welding – but choosing the right electrode can help to speed up the
process.
Typically,
SMAW welding is used for heavy-duty, industrial steel and iron jobs, but it can
be used to weld aluminium, and other metals as well
2. GTAW
3G
(GTAW) Gas tungsten arc welding is an electric arc
welding process that produces an arc between a nonconsumable electrode and the
work to be welded. The weld is shielded from the atmosphere by a shielding gas
that forms an envelope around the weld area.
The
GTAW process is versatile and can be used on ferrous and nonferrous metals.
An arc is produced between a non-consumable electrode and the work to be
welded. The weld is shielded from the atmosphere by a shielding gas that
forms an envelope around the weld area.
|
GTAW is versatile and can be used on ferrous and
nonferrous metals and, depending on the base metal, in all welding positions.
The process can be used to weld thin or thick materials with or without a
filler metal.
When welding thinner materials, edge joints, and
flange, filler metals are not used. For thicker materials, an externally fed
filler wire is generally used. The type of filler metal wire to be used is
based on the chemical analysis of the base metal. The size of the filler metal
wire depends on the thickness of the base metal, which usually dictates the
welding current.
DESTRUCTIVE TEST
Destructive
test are used for welder qualification and certification, as well as welding
procedure qualifications. The tests are called destructive test because the
welded joint is destroyed when various types of test pice are taken from it.
Destructive test can be divided into two groups, those used to:
Measure a mechanical property (quantitative
tests)
·
Such as
tensile strength, hardness or impact toughness
a. Tensile
strength of the weld joint
are obtained in two way such as taking specimen from transverse direction of
the weld joint and all weld metal specimen as shown in figure.
b. Hardness
test used as a measure of resistance to abrasion
or scratching. Heat treating has evolved into a highly complex, precise process
that improves characteristics of metal parts. Hardness testing methods very
based on the material and heat treatment chosen. There are three method in
hardness testing
Assess the joint quality (qualitative tests)
Assess the joint quality (qualitative tests)
·
Example:
bend tests, macroscopic examination and fracture tests (fillet fracture and
nick-break)
a) Bend
tests used to determine
internal weld quality. Three types of bend tests such as face bend, side bend.
This process stretches the weld to test the weld’s integrity. This test can be
used to determine whether a material will fail under pressure and are
especially important in any construction process involving ductile material
loaded.
b) Types
of Bend test:
-
Free
bend
In free bend test between the two supports, the weld joint is placed
and then the compressive load is applied for the bending to take place. It is
also cheaper.
-
Guided
bend test
In
the guided bend test guided bending is performaed by, placing the weld joint
over the die. It offers, the better controlled conditions of the specimen and
of the loading. Costlier than free bend test.
-
The
quality of the weld metal at the face and root of the welded joint, as well as
the degree of penetration and fusion to the base metal, are determined by means
of guided bend tests. These test are made in a jig and test specimens are
machined from welded plates, the thickness of which must be within the capacity
of the bending jing. The thest specimen is placed across the supports of the
die which is the lower portion of the jig. The plunger, operated from above by
hydraulic jack or other device, cause the specimen to be forced into and to
assure the shape of the die. To fulfill the requirements of this test, the
specimens, must bend 180 degrees. To be accepted as passable it must no cracks
greater than 1/8 in. (3.2 mm) in any demision should appear on the surface.
c) Macroscopic
examination used
for checking the quality of welds. A cross section of welded material is
polished and etched for examination. Porosity, lack of weld penetration, lack
of side wall fusion, poor weld profile and other important detects are checked
in accordance with the relevant welding standard.
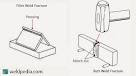
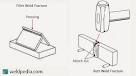
d) Fracture
test is to measure the resistance of a material to
the presence of a flaw in terms of the load required to cause brittle or
ductile crack extension in a standard specimen. There are two types of fracture
tests, fillet weld frature and butt weld fracture
- Verifies properties of a material
- Determines quality of welds
- Helps you to reduce failures, accidents and costs
- Ensures compliance with regulations.
No comments:
Post a Comment